
Lazer Kesim Teknolojisi Nasıl Çalışır?
Modern sanayi devriminin en önemli yapı taşlarından biri olan ve “ışığın en keskin hali” olarak tanımlanan lazer kesim teknolojisi, malzemelerin yüksek enerjili bir ışık hüzmesi kullanılarak şekillendirilmesi prensibine dayanır. İngilizce “Light Amplification by Stimulated Emission of Radiation” (Uyarılmış Radyasyon Yayılımı ile Işığın Güçlendirilmesi) kelimelerinin baş harflerinden oluşan LASER, sadece bir ışık kaynağı değil, aynı zamanda kontrol edilebilir bir termal enerji deposudur. Kocaeli gibi otomotiv, sanayi, metalürji ve ağır makine imalatının kalbinin attığı bir bölgede, üretim hatlarının hızı, hassasiyeti ve verimliliği doğrudan bu teknolojinin yeteneklerine bağlıdır. Geleneksel mekanik kesim yöntemlerinin (testere, makas, zımba) aksine, lazer teknolojisi malzemeye fiziksel bir temas olmadan, “temassız işleme” (non-contact machining) avantajı sunarak, metalde deformasyon riskini minimize eder ve mikron seviyesinde hassasiyet sağlar.
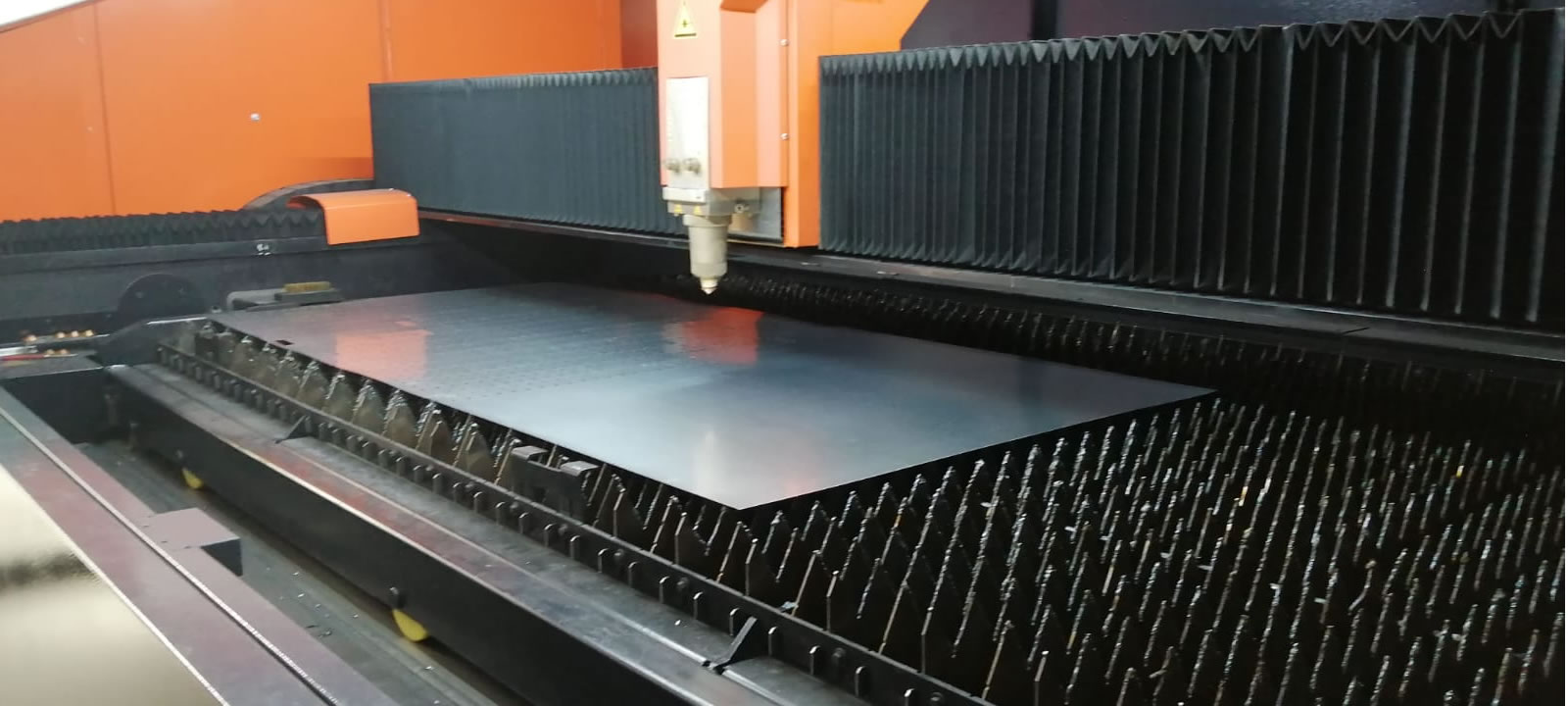
Lazer kesim süreci, karmaşık bir optik, elektronik ve gaz dinamiği sisteminin senkronize çalışmasıyla gerçekleşir. Kocaeli’nin Gebze, Dilovası ve İzmit sanayi havzalarındaki fabrikalarda, 24 saat aralıksız çalışan bu makineler, basit bir sac levhadan karmaşık bir otomobil şasisine veya bir uçak parçasına kadar her şeyi üretebilmektedir. Ancak bu sürecin nasıl işlediği, ışığın nasıl olup da en sert çelikleri tereyağı gibi kestiği, genellikle merak konusudur. Bu teknoloji; rezonatörde ışığın üretilmesi, fiber kablolar veya aynalarla taşınması, odaklama lensleriyle bir iğne ucu kadar küçük bir noktaya yoğunlaştırılması ve yardımcı gazlarla erimiş metalin uzaklaştırılması gibi bir dizi sofistike aşamadan oluşur.
Lazerin Fiziği: Işığın Güce Dönüşümü
Lazer kesim makinesinin çalışmasını anlamak için öncelikle lazer ışığının nasıl oluştuğuna bakmak gerekir. Süreç, “Rezonatör” adı verilen bir ünitede başlar.
Rezonatörün içinde, lazerin türüne göre özel bir ortam (kristal, gaz veya fiber) bulunur. Bu ortama dışarıdan enerji (elektrik veya ışık) verildiğinde, atomlar uyarılır ve daha yüksek bir enerji seviyesine çıkar. Atomlar eski kararlı hallerine dönerken “foton” (ışık parçacığı) yayarlar. Bu fotonlar, rezonatör içindeki aynalar arasında sürekli yansıyarak diğer atomları da uyarır ve zincirleme bir reaksiyon başlatır. Sonuçta, aynı dalga boyunda, aynı fazda ve tek renkli (monokromatik) çok güçlü bir ışık hüzmesi oluşur. Bu ışık, sıradan bir ampul ışığı gibi dağılmaz; doğrusal ve odaklanabilir bir yapıdadır.
Kesim Başlığı ve Odaklama (Focusing)
Rezonatörde üretilen ham ışık hüzmesi, kesim yapabilmek için henüz yeterince yoğun değildir. Bu ışığın “Kesim Başlığı”na (Cutting Head) taşınması gerekir. Fiber lazerlerde bu taşıma işlemi fiber optik kablolarla yapılırken, CO2 lazerlerde aynalar kullanılır.
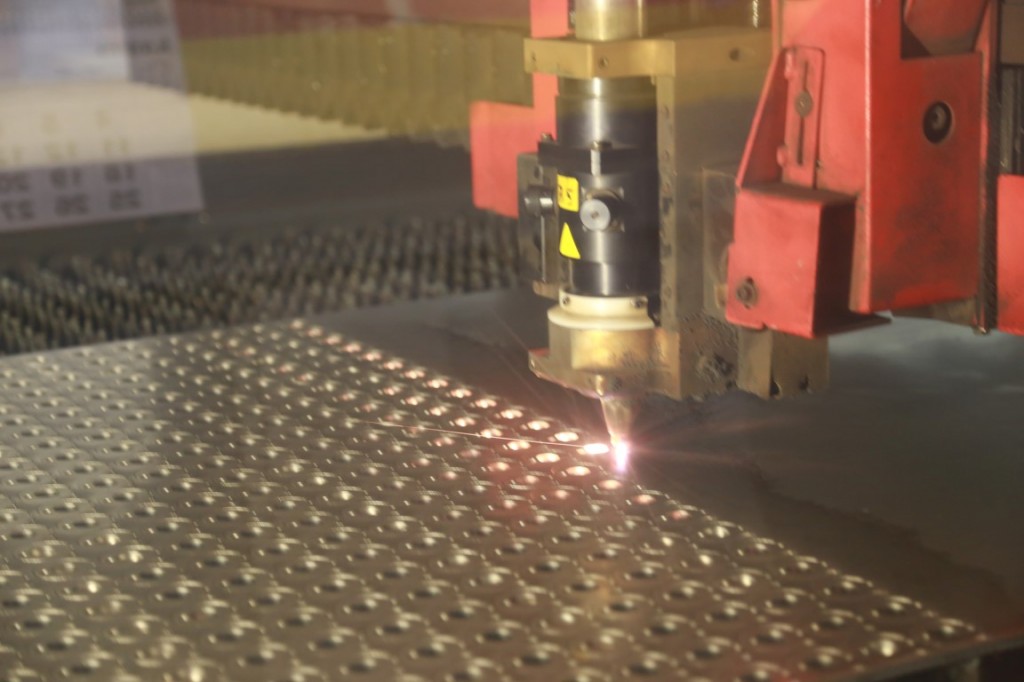
Kesim başlığına ulaşan ışın, “Odaklama Lensi” (Focus Lens) adı verilen özel bir mercekten geçer. Bu mercek, ışını huni şeklinde daraltarak, malzemenin yüzeyinde çapı 0.1 mm ile 0.3 mm arasında değişen çok küçük bir noktaya odaklar. İşte sihir buradadır: Binlerce watt gücündeki enerji, iğne ucu kadar bir noktaya toplandığında, o noktadaki enerji yoğunluğu muazzam seviyelere ulaşır. Bu yoğunluk, en sert metalleri bile saniyenin binde biri kadar kısa bir sürede eritecek veya buharlaştıracak güce sahiptir.
Kesim Gazlarının Kritik Rolü (Assist Gas)
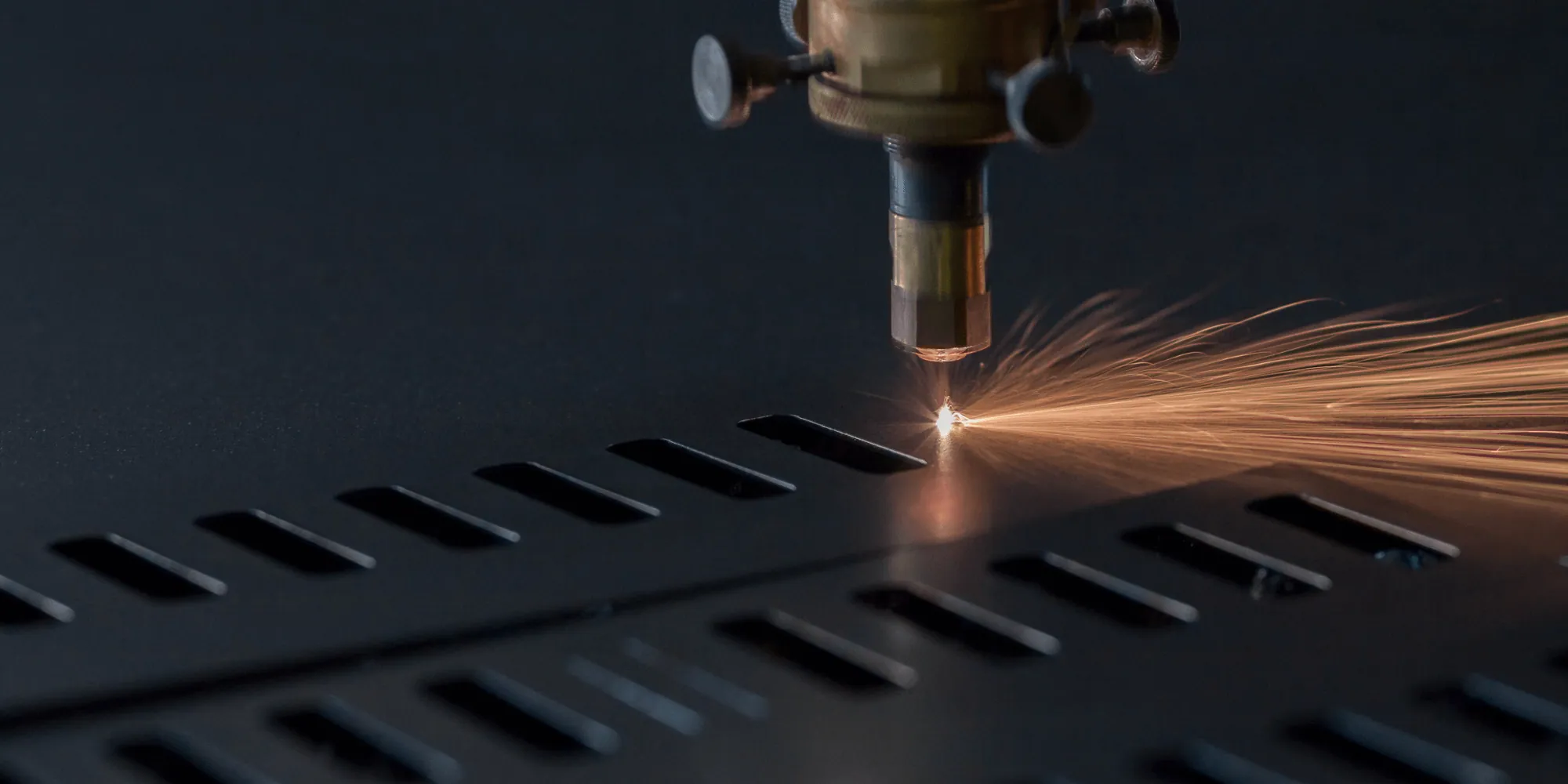
Lazer ışığı metali eritir, ancak kesme işleminin tamamlanması için erimiş metalin oradan uzaklaştırılması gerekir. Burada devreye “Yardımcı Gazlar” girer. Kesim başlığının ucundaki “Nozzle” (meme) hem lazer ışığının hem de yüksek basınçlı gazın çıkış noktasıdır.
1. Oksijen (O2) ile Kesim
Genellikle karbon çeliklerinin (siyah sac) kesiminde kullanılır. Lazer ışığı metali ısıtır, oksijen ise ısıyla reaksiyona girerek “ekzotermik” (ısı veren) bir yanma süreci başlatır. Yani kesim enerjisinin bir kısmı lazerden, bir kısmı ise metalin yanmasından gelir. Bu yöntemle kalın malzemeler daha hızlı kesilebilir.
2. Azot (N2) ile Kesim
Paslanmaz çelik, alüminyum ve galvanizli sacların kesiminde kullanılır. Azot, yanıcı olmayan (inert) bir gazdır. Görevi, sadece erimiş metali yüksek basınçla (20-25 bar) üfleyerek uzaklaştırmaktır. Oksijenle reaksiyon olmadığı için kesim yüzeyi kararmaz, parlak ve temiz kalır. Kocaeli’deki otomotiv ve beyaz eşya sanayisinde, boya öncesi temizlik gerektirmediği için genellikle azot kesimi tercih edilir.
Lazer Türleri: Fiber Lazer mi, CO2 Lazer mi?
Endüstride iki ana lazer teknolojisi hakimdir. Kocaeli sanayisinde yatırım yapacak veya hizmet alacak işletmeler için bu ayrım kritiktir.
Fiber Lazer Teknolojisi
Günümüzün en popüler teknolojisidir. Işık, diyot bankalarıyla üretilir ve fiber optik kablolarla taşınır.
Avantajları: Enerji verimliliği çok yüksektir (CO2’ye göre %50 daha az elektrik tüketir). İnce ve orta kalınlıktaki metallerde kesim hızı çok yüksektir. Bakım maliyeti düşüktür (ayna ayarı yoktur). Bakır ve pirinç gibi yansıtıcı metalleri sorunsuz keser.
CO2 (Karbondioksit) Lazer Teknolojisi
Daha eski bir teknolojidir. Işık, bir gaz karışımı (CO2, He, N2) içinde elektrik akımıyla üretilir.
Avantajları: Metal olmayan malzemelerin (ahşap, pleksi, plastik) kesiminde rakipsizdir. Çok kalın metallerde (20-30 mm üzeri) kenar kalitesi fiberden biraz daha iyi olabilir. Ancak enerji tüketimi ve bakım maliyetleri yüksektir.
Fiber Lazer ve CO2 Lazer Karşılaştırma Tablosu
Kocaeli sanayisinin ihtiyaçları doğrultusunda, hangi teknolojinin hangi alanda daha verimli olduğunu aşağıdaki tabloda inceleyebilirsiniz:
| Özellik | Fiber Lazer | CO2 Lazer |
|---|---|---|
| Çalışma Prensibi | Katı Hal (Diyot + Fiber Kablo) | Gaz Deşarjı (Aynalarla İletim) |
| Dalga Boyu | 1.064 mikrometre (Metaller iyi emer) | 10.6 mikrometre (Ahşap/Plastik iyi emer) |
| Enerji Verimliliği | Çok Yüksek (%30-35) | Düşük (%10-15) |
| Kesim Hızı (İnce Sac) | Çok Hızlı (CO2’nin 2-3 katı) | Orta Hız |
| Bakım Maliyeti | Düşük (Hareketli parça az) | Yüksek (Ayna, lens, gaz bakımı) |
| Yansıtıcı Metal Kesimi | Mükemmel (Bakır, Pirinç, Alüminyum) | Riskli (Geri yansıma merceğe zarar verebilir) |
Kocaeli Sanayisinde Lazer Kesimin Yeri
Kocaeli, Türkiye’nin üretim üssü olarak lazer teknolojisini en yoğun kullanan bölgedir.
- Otomotiv (Gölcük – İzmit): Araç şasileri, kaporta parçaları ve güvenlik bariyerlerinin üretiminde, robotik kollara entegre edilmiş 3 boyutlu (5 eksen) lazer kesim sistemleri kullanılır. Bu sistemler, preslenmiş parçaların kenar temizliğini (trimleme) milimetrik hassasiyetle yapar.
- Makine İmalatı (Gebze – Dilovası): Endüstriyel makinelerin gövde sacları, dişliler ve flanşlar lazerle kesilir. Lazerin sağladığı ±0.05 mm hassasiyet, montaj aşamasında kaynak ve birleştirme işlemlerini kolaylaştırır.
- Elektrik/Elektronik: Elektrik panoları, trafo sacları ve hassas elektronik kutularının üretiminde lazer kesim vazgeçilmezdir.
Lazer Kesimin Sınırları ve Avantajları
Lazer kesim her ne kadar “sihirli” bir teknoloji gibi görünse de fiziksel sınırları vardır.
Avantajları:
– Kalıp maliyeti yoktur; prototip üretiminden seri üretime geçiş anlıktır.
– Malzemeye temas olmadığı için mekanik deformasyon oluşmaz.
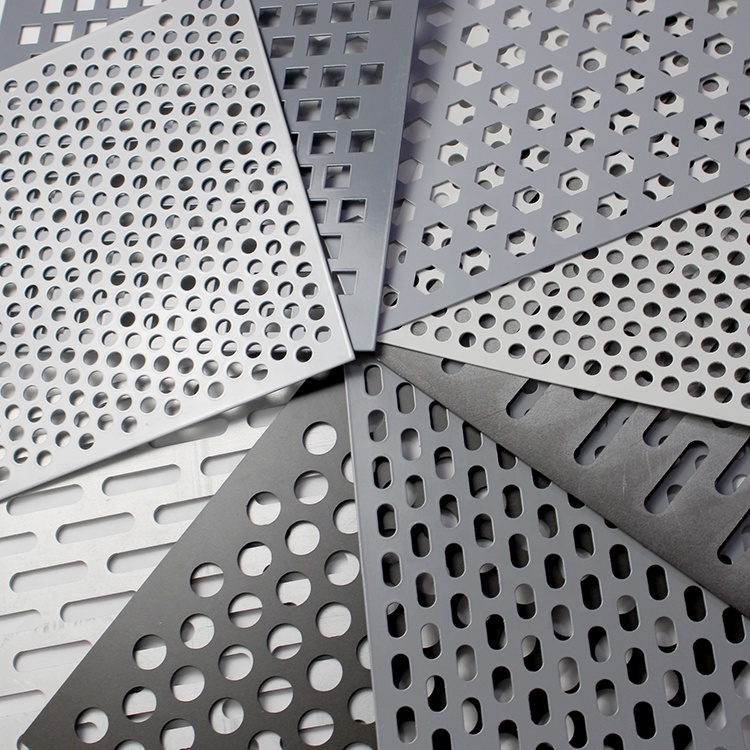
– Kesim aralığı (kerf) çok dar olduğu için malzeme firesi minimumdur (Nesting yazılımları ile maksimum verim).
– İşaretleme (markalama) ve kesim aynı anda yapılabilir.
Sınırları:
– Çok kalın malzemelerde (25-30 mm üzeri çelik) kesim hızı düşer ve kenar dikliği (taper) bozulabilir. Bu kalınlıklarda Plazma veya Su Jeti tercih edilebilir.
– Isıdan Etkilenen Bölge (HAZ): Çok az da olsa kesim kenarında mikroskobik düzeyde bir sertleşme olabilir.
Sonuç: Işığın Üretim Gücü
Özetle; “Lazer Kesim Teknolojisi Nasıl Çalışır?” sorusunun cevabı, fotonların disipline edilerek endüstriyel bir güce dönüştürülmesidir. Bu teknoloji, sadece bir metali kesmekle kalmaz; tasarımcının hayal gücünü üretime dönüştüren en hızlı yolu sunar.
Kocaeli’nin dinamik ve rekabetçi sanayi ortamında, üretim maliyetlerini düşürmek, kaliteyi artırmak ve teslimat sürelerini kısaltmak isteyen işletmeler için lazer kesim teknolojisi bir tercih değil, bir zorunluluktur. Gebze’deki bir atölyeden İzmit’teki dev bir fabrikaya kadar, lazerin hassas ışığı Kocaeli sanayisinin geleceğini şekillendirmeye devam etmektedir.