
Lazer Kesim Hassasiyeti Neden Yüksektir?
Bilim kurgu filmlerinden çıkıp modern endüstrinin kalbine yerleşen lazer teknolojisi, ışığın sadece aydınlatma aracı olmadığını, doğru yönetildiğinde muazzam bir kesici güce dönüşebileceğini kanıtlamıştır. Peki, mikroskobik bir ışık huzmesi nasıl oluyor da en sert metalleri milimetrik hassasiyetle ayırabiliyor? Bu süreç, kuantum fiziği ile ileri mühendisliğin kusursuz bir dansıdır.
Lazer kesim, temelinde “termal ayırma” (thermal separation) prensibine dayanan, malzemenin yüksek yoğunluklu ışık enerjisiyle lokal olarak eritilmesi, yakılması veya buharlaştırılması işlemidir. Ancak bu tanım, arka planda işleyen karmaşık fiziği ve mühendislik harikası süreçleri anlatmakta yetersiz kalır. Lazer (LASER) kelimesi, “Light Amplification by Stimulated Emission of Radiation” (Uyarılmış Radyasyon Yayılımı ile Işık Güçlendirilmesi) ifadesinin kısaltmasıdır ve teknolojinin çalışma prensibi tam olarak bu ismin içinde gizlidir.
Geleneksel kesim yöntemlerinde (testere, makas, freze) malzemeye fiziksel bir temas ve mekanik bir sürtünme uygulanırken, lazer teknolojisinde kesici uç “foton”lardır. Temassız bir işlem olması, malzemenin bükülmesini, aşınmasını veya kirlenmesini engeller.
1. Işının Doğuşu: Rezonatör ve Uyarılmış Emisyon
Lazer kesim makinesinin kalbi “Rezonatör” adı verilen ışık kaynağıdır. Işının nasıl üretildiği, lazerin türüne (CO2 veya Fiber) göre değişse de temel fizik kuralı aynıdır. Rezonatör içerisinde bulunan aktif ortam (gaz karışımı veya kristal yapı), dışarıdan bir enerji kaynağı (elektrik akımı veya pompa diyotları) ile uyarılır. Bu uyarılma, atomların yörüngesindeki elektronların daha yüksek bir enerji seviyesine sıçramasına neden olur.
Elektronlar kararsız oldukları bu yüksek enerji seviyesinden eski kararlı hallerine dönerken, fazladan enerjiyi “foton” (ışık parçacığı) olarak dışarı salarlar. Bu fotonlar, rezonatör içindeki aynalar arasında sürekli yansıyarak diğer atomları da uyarır ve zincirleme bir reaksiyon başlatır (Stimulated Emission). Sonuçta, aynı dalga boyuna, aynı faza ve aynı yöne sahip, son derece yoğun ve koherent (eş evreli) bir ışık demeti oluşur. İşte bu, kesim yapacak olan ham lazer ışınıdır.
2. Işının Yolculuğu ve Odaklanma
Rezonatörden çıkan ham ışın, henüz kesim yapacak yoğunlukta değildir ve kesim başlığına taşınması gerekir. Bu taşıma işlemi iki farklı yolla gerçekleşir:
- Fiber Lazerlerde: Üretilen ışın, fiber optik kablolar aracılığıyla kayıpsız bir şekilde ve esnek bir yapıda doğrudan kesim kafasına iletilir. Aynalara ihtiyaç duyulmaz.
- CO2 Lazerlerde: Işın, makine gövdesi boyunca yerleştirilmiş, yüksek yansıtıcılığa sahip kompleks bir ayna sistemi ve optik yollarla kesim kafasına yönlendirilir.
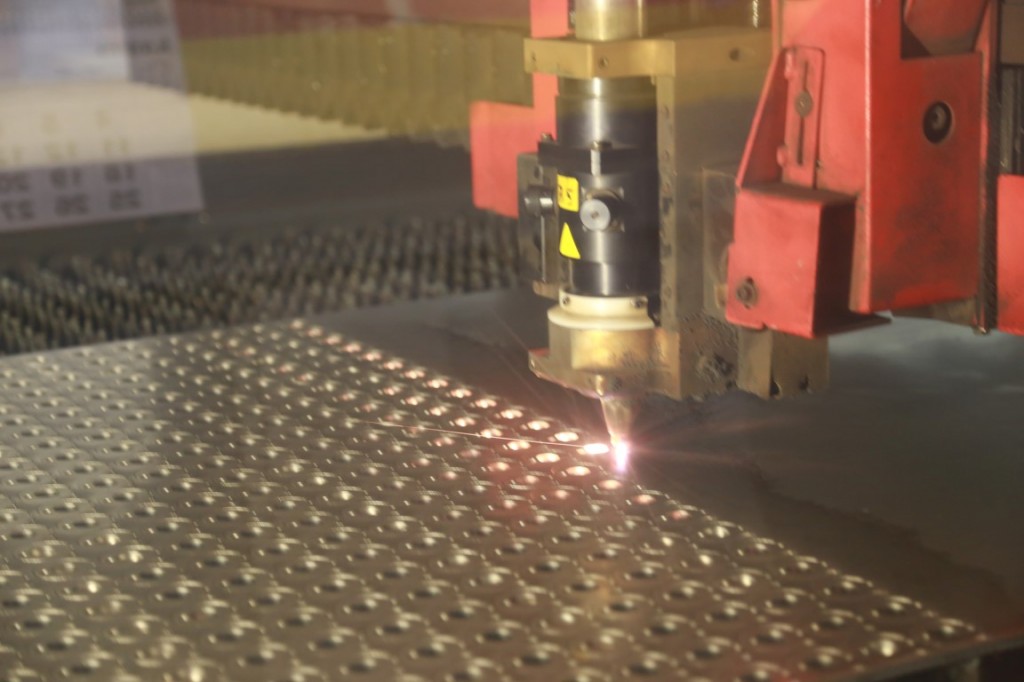
Kesim kafasına ulaşan ışın, burada bulunan özel bir “odaklama lensi” (focus lens) veya kavisli ayna vasıtasıyla tek bir noktaya toplanır. Bu işlem, güneş ışığını bir büyüteçle kağıt üzerine odaklayıp yakmaya benzer; ancak lazerde elde edilen enerji yoğunluğu güneşten milyonlarca kat daha fazladır. Işının çapı odak noktasında 0.1 mm ile 0.3 mm arasına kadar düşürülür. Bu noktadaki enerji yoğunluğu o kadar yüksektir ki, malzeme ile temas ettiği anda erime veya buharlaşma gerçekleşir.
3. Malzeme ile Etkileşim ve Yardımcı Gazların Rolü
Lazer kesimin en kritik ama genellikle az bilinen kahramanları “Yardımcı Gazlar”dır (Assist Gases). Işın malzemeyi erittiğinde, eriyen bu malzemenin (cüruf) oradan uzaklaştırılması gerekir. Aksi takdirde eriyik tekrar donar ve kesim gerçekleşmez. Kesim başlığının ucundaki “Nozzle” (meme) adı verilen parçadan, lazer ışınıyla eş eksenli olarak yüksek basınçlı gaz püskürtülür. Bu gazın üç temel görevi vardır:
- Eriyen malzemeyi kesim yarığından (kerf) basınçla süpürüp atmak.
- Lazer optiklerini (lensi) sıçrayan parçacıklardan ve dumanın etkisinden korumak.
- Malzeme yüzeyini soğutarak Isıdan Etkilenen Bölgeyi (HAZ) sınırlamak.
Kullanılan gazın türü, kesim sürecinin kimyasını değiştirir. Örneğin, “Oksijen” kullanıldığında egzotermik (ısı veren) bir reaksiyon oluşur; oksijen metalle tepkimeye girerek ekstra ısı üretir ve kesim hızını artırır (genellikle siyah sac kesiminde kullanılır). “Azot” (Nitrojen) kullanıldığında ise inert (tepkimeye girmeyen) bir atmosfer oluşturulur; amaç sadece eriyiği uzaklaştırmaktır ve kesim yüzeyinde oksidasyon (paslanma/kararma) oluşması engellenir (paslanmaz çelik ve alüminyum kesiminde tercih edilir).
Lazer Kesim Yöntemleri: Süblimleşme, Erime ve Yakma
Lazer ışını malzemeye değdiğinde gerçekleşen fiziksel olay, malzemenin türüne ve lazerin parametrelerine göre üç farklı kategoriye ayrılır:
1. Süblimleşme Kesimi (Buharlaşarak Kesim):
Bu yöntemde lazer enerjisi o kadar yoğundur ki, malzeme sıvı hale geçmeden doğrudan katı halden gaz haline geçer (süblimleşir). Genellikle ahşap, plastik, kağıt gibi malzemelerde ve mikroskobik işlemlerde kullanılır. Kesim yüzeyi son derece pürüzsüzdür.
2. Erime Kesimi (Fusion Cutting):
Metal işlemede en sık kullanılan yöntemdir (Azot ile kesim). Lazer malzemeyi eritir ve yüksek basınçlı inert gaz (genellikle Azot veya Argon) eriyiği yarıktan dışarı üfler. Oksidasyon olmadığı için kesim yüzeyi parlak ve temiz kalır, ek işlem gerektirmez.
3. Alevle Kesim (Flame Cutting):
Yardımcı gaz olarak Oksijenin kullanıldığı yöntemdir. Oksijen, lazerin ısıttığı noktada demirle reaksiyona girerek yanma başlatır. Bu yanma ekstra enerji sağlar, böylece çok kalın saclar daha düşük lazer güçleriyle kesilebilir. Ancak kesim yüzeyinde oksit tabakası oluşur.
Kesim Parametreleri ve Kaliteyi Etkileyen Faktörler
Bir lazer kesim operasyonunun başarısı, makine operatörünün veya CAM yazılımının ayarladığı parametrelerin doğruluğuna bağlıdır. Bu parametrelerin dengesi, “çapaksız” ve “dik” bir kesim yüzeyi elde etmek için kritiktir.
| Parametre | Açıklama ve Etkisi |
|---|---|
| Lazer Gücü (Watt/kW) | Malzemenin erime kapasitesini belirler. Kalın malzemeler yüksek güç gerektirir. Güç arttıkça kesim hızı artırılabilir. |
| Kesim Hızı | Lazer kafasının ilerleme hızıdır. Çok yavaşsa malzeme yanar ve kesim izleri genişler; çok hızlıysa kesim tamamlanamaz veya çapak oluşur. |
| Odak Noktası (Focus Position) | Odak noktasının malzemenin yüzeyinde, içinde veya altında olmasıdır. Malzeme kalınlığına göre ayarlanır ve kesim kalitesini doğrudan değiştirir. |
| Gaz Basıncı | Eriyiğin atılma gücünü belirler. Paslanmaz çelikte yüksek basınç (15-20 bar) gerekirken, siyah sacda düşük basınç (0.5-1 bar) yeterlidir. |
| Nozzle Mesafesi | Kesim ucu ile malzeme arasındaki boşluktur (Standoff). Gaz akış dinamiğini ve odak stabilitesini etkiler. Genellikle 0.5mm – 1.5mm arasındadır. |
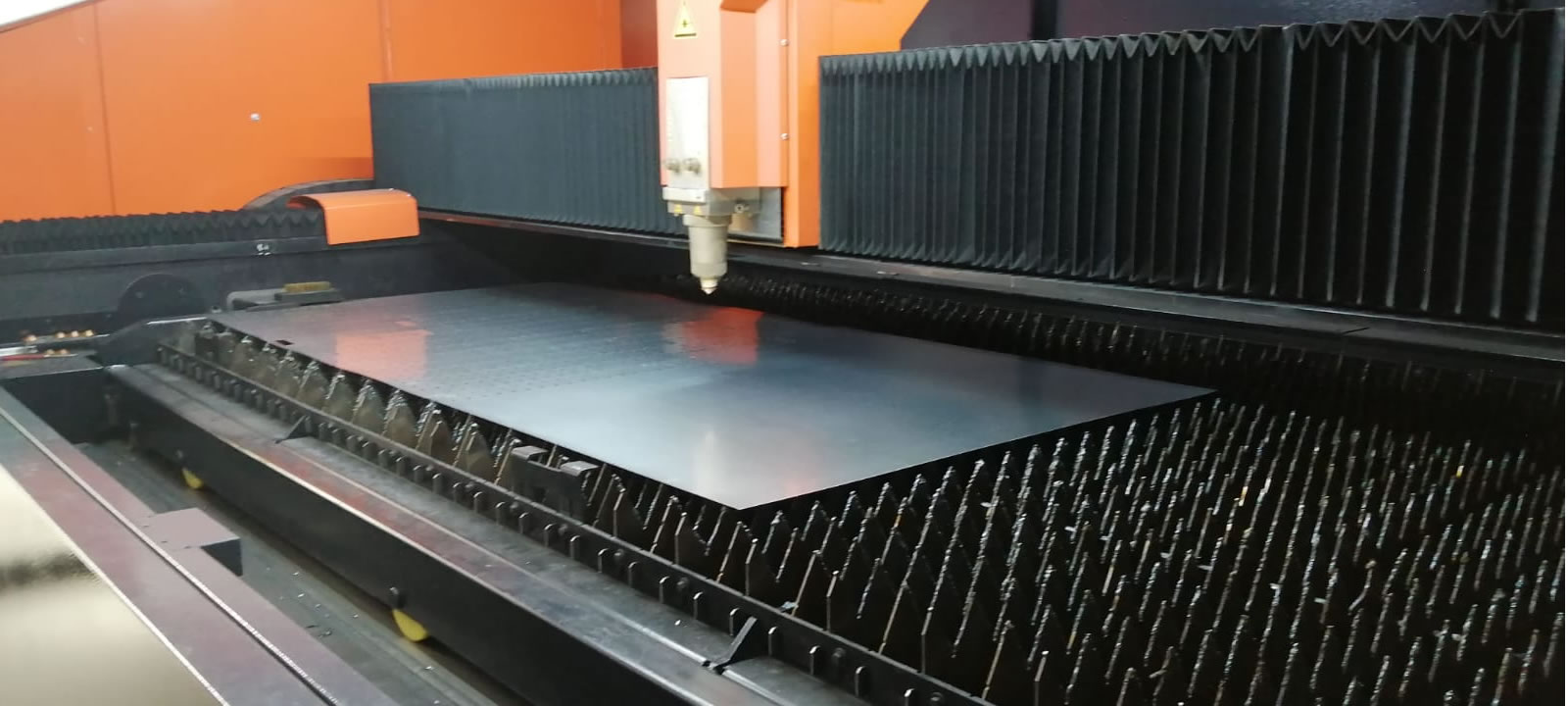
CNC Kontrol Ünitesi: Sistemin Beyni
Tüm bu karmaşık fiziksel süreçlerin milisaniyeler içinde yönetilmesi, insan gücüyle mümkün değildir. Lazer kesim makineleri, CNC (Computer Numerical Control) üniteleri tarafından yönetilir. Mühendisler tarafından CAD programlarında (AutoCAD, SolidWorks vb.) çizilen tasarımlar, CAM yazılımları (Lantek, Metalix vb.) aracılığıyla makine koduna (G-Code) dönüştürülür. CNC ünitesi, bu kodları okuyarak eksen motorlarını, lazer gücünü, gaz valflerini ve yükseklik sensörlerini eş zamanlı olarak kontrol eder. Kapasitif yükseklik sensörleri, sac yüzeyindeki dalgalanmaları anlık olarak algılayarak nozzle mesafesini sabit tutar, böylece kesim kalitesi standart kalır.
Sonuç
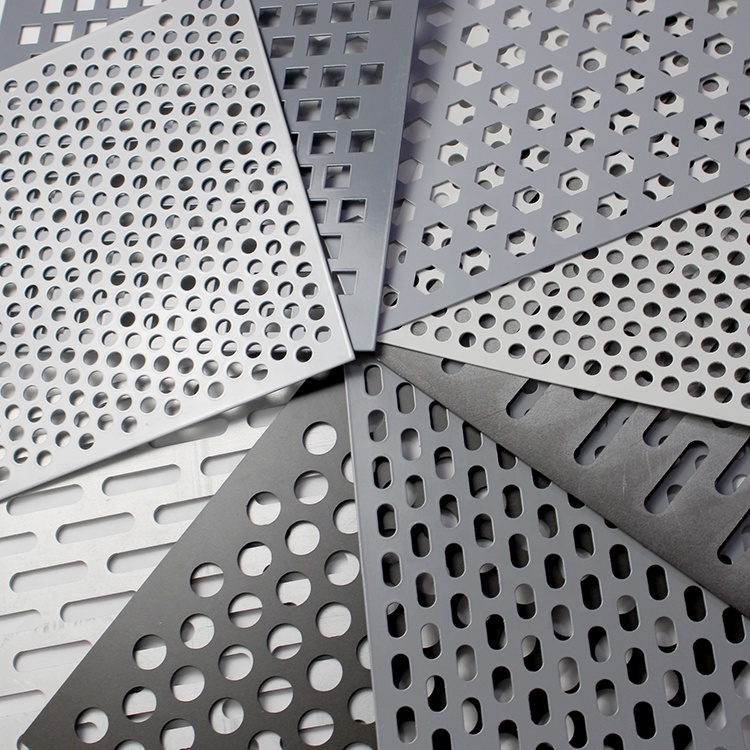
Lazer kesim teknolojisi, fotonların enerjisini hassas bir mühendislikle birleştirerek malzemeyi şekillendiren, modern üretimin zirve noktalarından biridir. Rezonatörden çıkan ışığın, optik sistemlerle taşınıp, lenslerle odaklanarak ve yardımcı gazlarla desteklenerek malzemeyi işlemesi süreci, yüksek fizik ve teknoloji bilgisinin bir ürünüdür. Bu teknoloji, sadece hızı ve hassasiyeti ile değil, aynı zamanda tasarımcılara sunduğu sınırsız geometri özgürlüğü ile de endüstriyel dünyayı dönüştürmeye devam etmektedir.