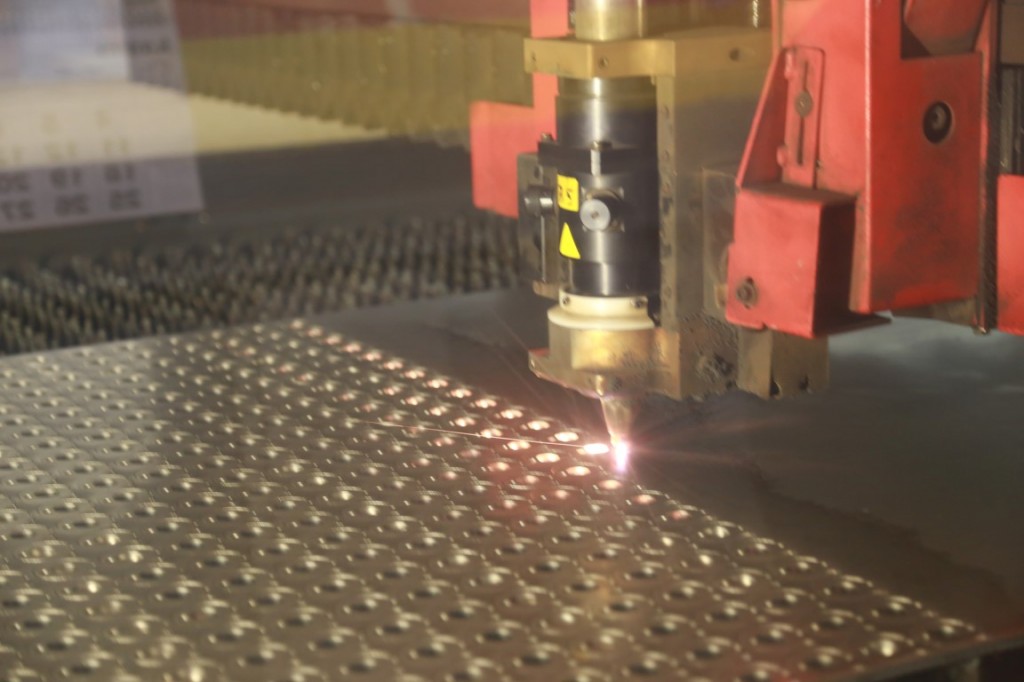

Endüstriyel metal işleme süreçlerinde devrim yaratan lazer kesim teknolojisi, benzersiz hassasiyeti ve hızıyla modern üretimin vazgeçilmezi olmuştur. Ancak, bir lazer kesim parçasının nihai kalitesi, tek bir parametreye değil, birbiriyle etkileşim içinde olan birçok teknik detaya bağlıdır. Bu detayların başında ise malzeme kalınlığı ile kesim kalitesi arasındaki kritik ilişki gelir.
Kocaeli Dilovası Organize Sanayi Bölgesi (OSB) merkezli, özel alaşımlı metaller ve yüksek hassasiyetli kesim çözümlerinde uzmanlaşmış bir lider olan Mega Platin olarak, projenizin başarısının, malzeme kalınlığına göre doğru parametrelerin ayarlanmasından geçtiğini biliyoruz. Bu kapsamlı rehber, kalınlık değişiminin lazer kesim kalitesini nasıl etkilediğini, karşılaşılan zorlukları ve Mega Platin‘in bu zorlukların üstesinden nasıl geldiğini detaylıca ele alacaktır.
I. Lazer Kesim Kalitesini Tanımlayan Kriterler
Lazer kesim kalitesi, basitçe “kesimin temizliği” ile sınırlı değildir. Teknik olarak, beş temel faktörle ölçülür ve değerlendirilir:
Maddelerle Kesim Kalitesi Ölçütleri
- Yüzey Pürüzlülüğü (Ra Değeri): Kesilen kenarın ne kadar düzgün veya pürüzlü olduğunu belirtir. Düşük Ra değeri, yüksek kalite anlamına gelir.
- Çapak Miktarı: Kesim hattının altında oluşan, temizlenmesi gereken artık malzemedir. Yüksek kalitede çapak minimum veya sıfırdır.
- Dikey Çizgilenme (Striation): Kalın malzemelerde kesim yüzeyinde oluşan, dalgalı veya çizgisel izlerdir.
- Isıdan Etkilenen Bölge (HAZ): Lazerin termal etkisiyle malzemenin metalurjik yapısının değiştiği bölgenin genişliği. Bu bölgenin küçük olması istenir.
- Kerf Genişliği: Lazer ışınının malzeme üzerinde oluşturduğu kesim aralığının genişliği. Hassasiyet için bu genişliğin minimum tutulması gerekir.
II. Malzeme Kalınlığı ve Kesim Kalitesi İlişkisinin Dinamikleri
Malzeme kalınlığındaki her değişim, lazer ışınının malzemeyle etkileşim şeklini temelden değiştirir. Bu, makine operatörünün lazer gücü, kesim hızı, odak konumu ve yardımcı gaz basıncı gibi tüm temel parametreleri yeniden optimize etmesini gerektirir.
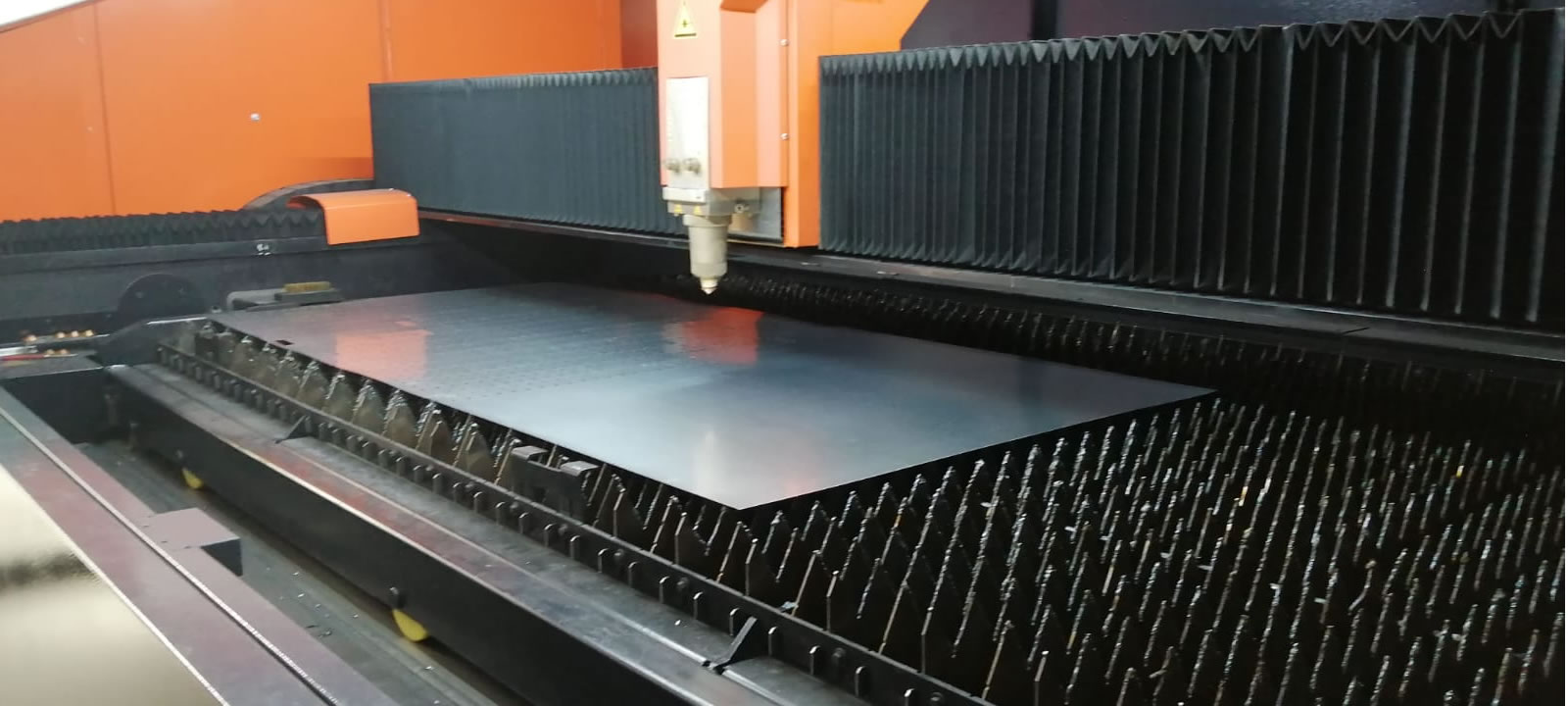
A. İnce Malzemelerde Kesim (0.5 mm – 5 mm)
İnce saclar, genellikle fiber lazerler için idealdir ve en yüksek hızda, en düşük hata payıyla kesilebilir.
| Parametre | İnce Malzemeler İçin Optimizasyon | Kaliteye Etkisi |
| Kesim Hızı | Yüksek Hız | Hızlı iş akışı sağlar, termal deformasyon (bükülme) riskini azaltır. |
| Lazer Gücü | Düşük/Orta Güç | Gereksiz ısı girdisini önler, HAZ bölgesini küçültür. |
| Odak Konumu | Malzemenin Yüzeyine Yakın | Enerjiyi dar bir alanda yoğunlaştırarak temiz ve dik kesim kenarı sağlar. |
| Çapaklanma | Genellikle Minimum | Yüksek hız sayesinde eriyik malzeme hızla uzaklaşır. |
Mega Platin Farkı: İnce malzemelerde ana zorluk termal deformasyondur. Mega Platin, özel alaşımlı (bakır, pirinç gibi) ince metallerde bile yüksek hızlı kesim yaparken, termal stresi kontrol altında tutarak malzemelerin formunu korur.
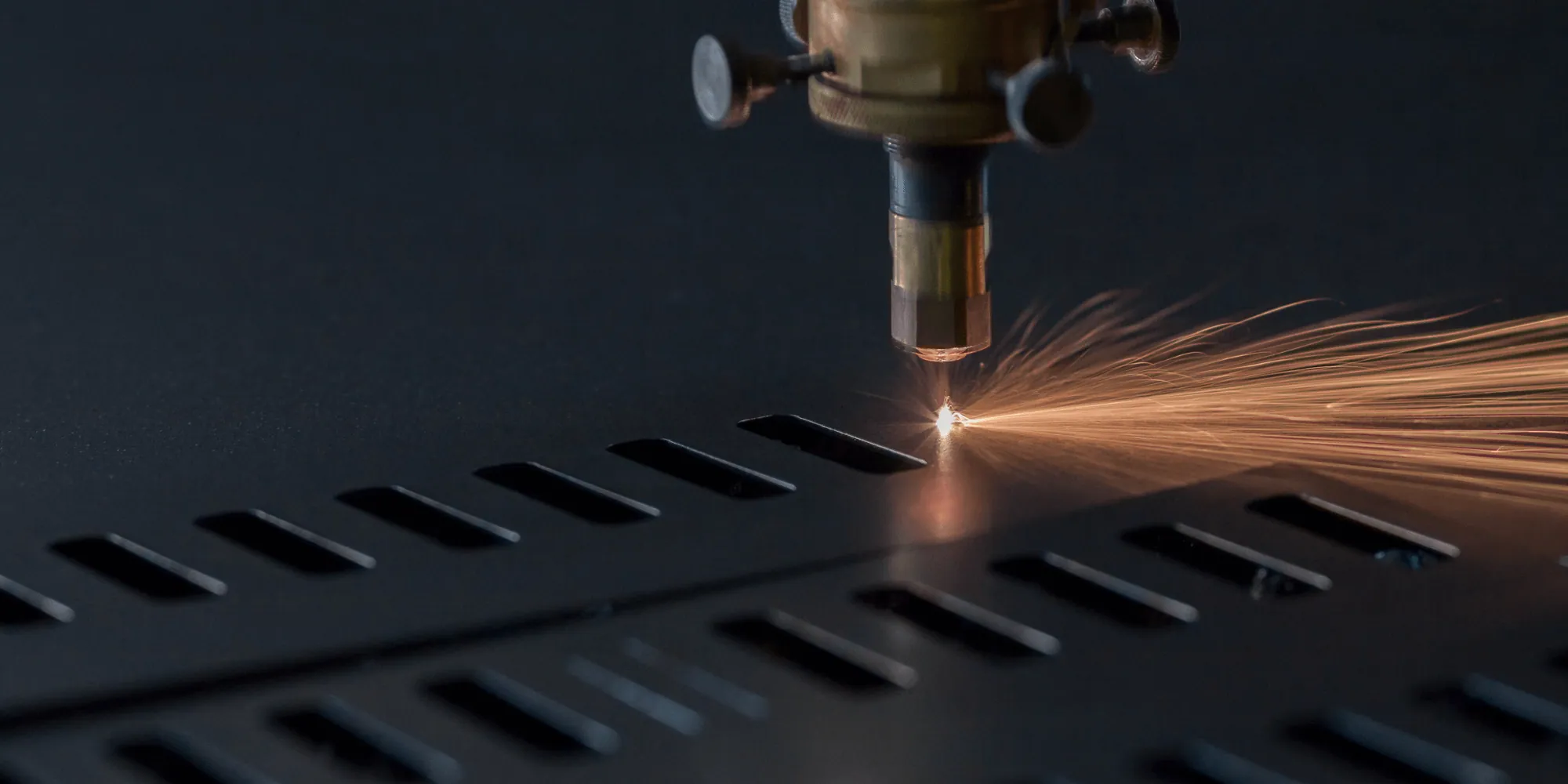
B. Kalın Malzemelerde Kesim (10 mm ve Üzeri)
Malzeme kalınlığı arttıkça, lazer kesim süreci geometrik olarak daha karmaşık hale gelir ve kaliteyi korumak zorlaşır. Lazer ışınının malzemenin alt tabakalarına ulaşması ve eriyik malzemenin kanaldan dışarı atılması daha büyük bir enerji ve mühendislik uzmanlığı gerektirir.
Maddelerle Kalın Malzeme Kesiminde Karşılaşılan Zorluklar
- Düşük Hız ve Yüksek Isı Girdisi: Lazerin nüfuz etmesi için kesim hızı zorunlu olarak düşer, bu da malzemenin kesme hattında daha fazla ısıya maruz kalmasına neden olur. Sonuç: Genişlemiş HAZ ve artan termal gerilme.
- Odak Derinliği Sorunu: Lazer ışını, belli bir odak noktasından sonra dağılmaya başlar. Kalın malzemede ışının tüm kesit boyunca aynı enerji yoğunluğunda kalması zordur, bu da kesim yüzeyinde dikey çizgilenmeye yol açar.
- Cüruf ve Çapak: Eriyik metalin kesim kanalından (Kerf) tamamen atılması zorlaşır, alt kenarda daha büyük ve yapışkan cüruf oluşumu artar.
- Dikey Diklik (Squareness): Kalınlığın artmasıyla birlikte kesim kenarının yüzeye tam olarak 90 derece (dik) olması zorlaşır, hafif bir eğim (Draft) oluşabilir.
C. Kalın Malzemeler İçin Optimizasyon Stratejileri
| Parametre | Kalın Malzemeler İçin Optimizasyon | Kaliteyi Artırıcı Etki |
| Lazer Gücü | Yüksek Güç (kW) | Malzemenin hızlı erimesi ve buharlaşması için zorunludur. |
| Kesim Hızı | Düşük Hız | Lazerin kesit boyunca tam nüfuz etmesi için yeterli zaman tanır. |
| Odak Konumu | Odak Noktasını Malzeme İçine (−z) Kaydırma | Enerjiyi kalınlığın ortasına dağıtarak çizgilenmeyi azaltır. |
| Yardımcı Gaz | Yüksek Basınç (Özellikle Azot) | Erittiği cürufu kesim kanalından güçlü bir şekilde dışarı atar. |
III. Mega Platin ve Kalın Malzemelerde Kesim Çözümleri
Mega Platin olarak, Dilovası/Kocaeli’deki tesislerimizde, özellikle yüksek elektrik ve ısı iletkenliğine sahip zorlu alaşımların (CuCrZr, CuTeP, Alüminyum Bronzlar vb.) kesiminde uzmanız. Bu malzemeler, yüksek yansıtıcılıkları ve ısı hassasiyetleri nedeniyle standart lazer makineleri için büyük bir zorluk teşkil eder.
Maddelerle Mega Platin’in Kalınlık Yönetimi Uzmanlığı
- Yüksek Güçlü Fiber Lazer Teknolojisi: En son teknoloji, yüksek güçlü fiber lazer sistemlerimiz sayesinde, kalın karbon çeliği, paslanmaz çelik ve alaşımlarda dahi hızlı ve temiz kesimler garanti ederiz. Yüksek güç, özellikle kalın metallerde nüfuziyeti artırarak çizgilenmeyi en aza indirir.
- Hassas Odak Kontrolü: Kalınlığa ve malzemenin termal özelliklerine göre milimetrik hassasiyetle otomatik odak ayarı yapılır. Bu sayede lazer enerjisi, kesit kalınlığı boyunca en verimli şekilde dağıtılır ve kenar dikliği (squareness) korunur.
- Çok Eksenli Çözümler: Özellikle çok kalın ve hacimli parçalarda, lazerin termal etkisinin yaratacağı deformasyon veya eğim riskini en aza indirmek için gerektiğinde alternatif olarak 5 Eksenli Su Jeti Kesim gibi teknolojilerimizi devreye alırız. Bu, müşteriye en uygun, en kaliteli sonucu garanti eden esnek bir yaklaşımdır.
- Optimum Yardımcı Gaz Yönetimi: Malzeme kalınlığına göre oksijen (hız ve kalınlık) veya azot (temiz, oksitsiz yüzey) gazlarının basıncı ve saflığı titizlikle ayarlanır. Kalın kesimlerde dahi çapak oluşumunu minimuma indiren patentli kesim başlığı teknolojileri kullanılır.
IV. Örnek Senaryo: Kesim Hızı ve Kalınlık İlişkisi
Aşağıdaki tablo, teorik olarak aynı lazer gücüne sahip bir makinenin farklı malzeme kalınlıklarında nasıl bir performans sergilediğini göstermektedir. (Bu değerler, kullanılan makine tipine ve gaz seçimine göre değişkenlik gösterebilir.)
| Malzeme (Karbon Çeliği) | Kalınlık (mm) | Tipik Kesim Hızı (mm/dk) | Kesim Kalitesi Riski | Mega Platin Çözümü |
| İnce Sac | 2 mm | 15.000 – 25.000 | Termal Bükülme, Isınma | Yüksek Hızlı Hızar Kesim Protokolü |
| Orta Kalınlık | 8 mm | 2.500 – 4.000 | Çizgilenme, Odak Kayması | Otomatik Odak Kaydırma (−z ayarı) |
| Kalın Levha | 20 mm | 500 – 1.000 | Cüruf, Diklik Kaybı, HAZ Genişlemesi | Yüksek Güç + Optimize Basınç + Kontrollü Düşük Hız |
Sonuç: Kalınlık Fark Etmeksizin Mükemmeliyet
Lazer kesim sürecinde malzeme kalınlığı ve kesim kalitesi, bir terazi dengesi gibidir. Kalınlık arttıkça, mükemmel kaliteyi korumak için gereken teknik bilgi ve donanım düzeyi katlanarak artar. Basitçe gücü artırmak, her zaman çözüm değildir; doğru odak, hız ve gaz yönetimi, kalitenin sırrıdır.
Mega Platin olarak biz, Kocaeli Dilovası‘ndaki stratejik konumumuz ve ileri teknoloji makine parkurumuz ile ince saclardan kalın levhalara kadar tüm projelerinizde en yüksek kalite standartlarını garanti ediyoruz. Özel alaşımlı ve zorlu metallerdeki uzmanlığımızla, projenizin malzeme kalınlığı ne olursa olsun, sadece kesilmiş bir parça değil, beklentilerinizi aşan bir mühendislik ürünü teslim etmeyi taahhüt ediyoruz.
Mega Platin – Dilovası/Kocaeli. Malzeme Kalınlığı Fark Etmeksizin Kesim Kalitesinde Lider.
Adres: Çerkezli OSB / İMES 5 Bulvarı No:4 Dilovası/Kocaeli Hassas kesim çözümleriniz için uzmanlarımızla hemen iletişime geçin.